


bien sur il existe diffrente taille et sorte de foret a centrer..
ce genre de foret etant souvent de petit diametre..( entre 1 et 4)..il faut tourner assez vite pour eviter qu il ne casse..( de l ordre de 800 a 1000 tours suivant la matiere)

Pilote Pro

Posté 11 April 2006 - 19:14

Pilote Pro
Posté 29 April 2006 - 07:49

Pilote Pro
Posté 29 April 2006 - 07:51
Pilote Pro
Posté 29 April 2006 - 07:53

Pilote Pro
Posté 29 April 2006 - 07:54

Pilote Pro
Posté 29 April 2006 - 07:59
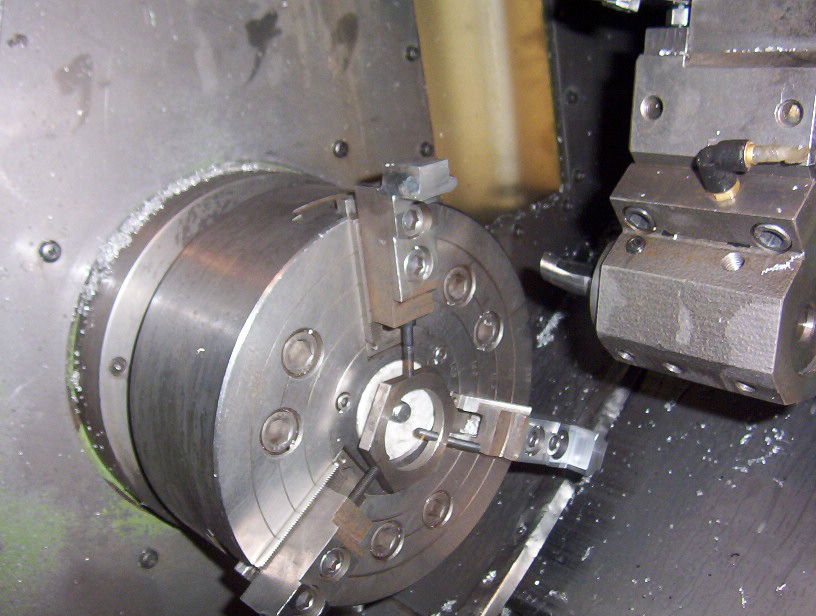
 )..donc deja quelques exemples..
)..donc deja quelques exemples..
Pilote Pro
Pilote Pro
Posté 29 April 2006 - 08:01

Pilote Pro
Posté 29 April 2006 - 08:03
 )
)

Pilote Pro
Posté 29 April 2006 - 08:05

Pilote Pro
Posté 29 April 2006 - 08:09

Pilote Pro
Posté 29 April 2006 - 08:12

Pilote Pro
Posté 29 April 2006 - 08:15

Pilote Pro
Posté 29 April 2006 - 08:17

Pilote Pro
Posté 29 April 2006 - 08:19

Pilote Pro
Posté 29 April 2006 - 08:33
)
Pilote Pro
Posté 29 April 2006 - 08:36

Pilote Pro
Pilote Pro
Posté 29 April 2006 - 08:52
Pilote Pro
Posté 29 April 2006 - 08:55






| Sujet | Forum | Commencé par | Statistiques | Infos sur le dernier message | |
|---|---|---|---|---|---|

Besoin d'une Opel Manta A de 1979, pour tournage sur Paris. |
Annonces auto | Delo |
|
|
|
Matiere premiere tournage |
Mécanique Pocket et Dirt Bike | bquille |
|
|
|
Urgent! Recherche Jaguar XK8 pour tournage télé |
Voitures anciennes et de collection | Secrets d'actualité |
|

|
|
TOURNAGE DES METAUX |
Mécanique Pocket et Dirt Bike | MAN 55 |
|

|
0 membre(s), 1 invité(s), 0 utilisateur(s) anonyme(s)





