on va donc usiner ( enlever de la matiere) des morceaux de metaux bruts en faisant tourner ce dernier ( meme principe qu un tour de potier..la piece tourne et la faconne a notre guise ou presque
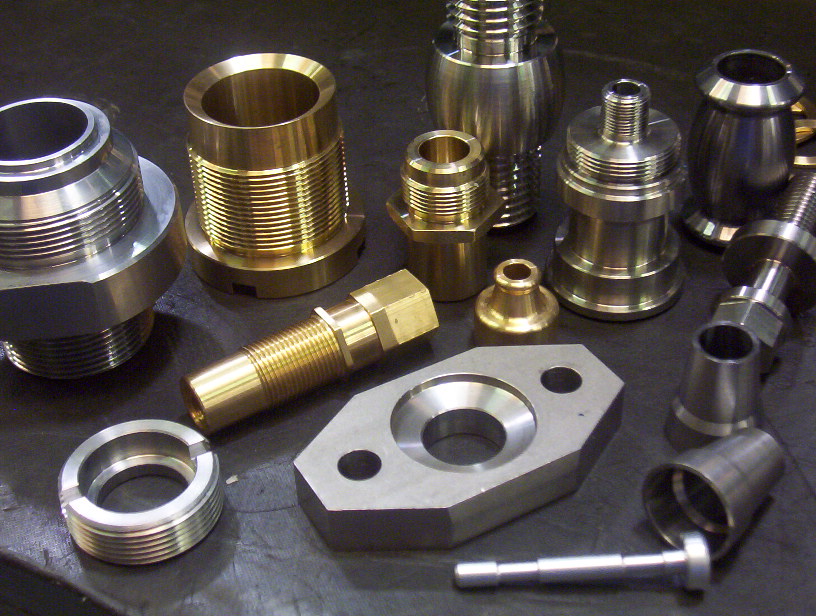
 ) ...ce qui va nous permettre d obtenir des pieces de revolution...( axes /vis/arbres..etc..)
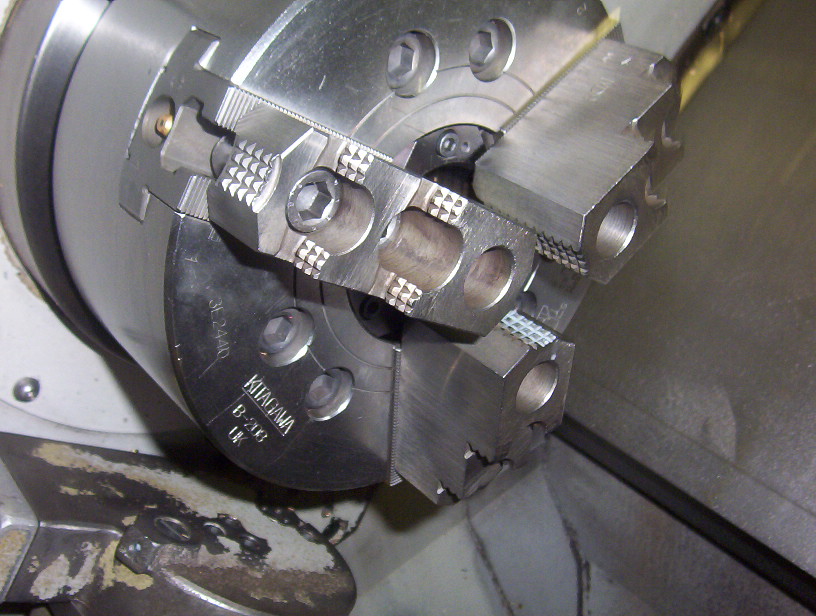
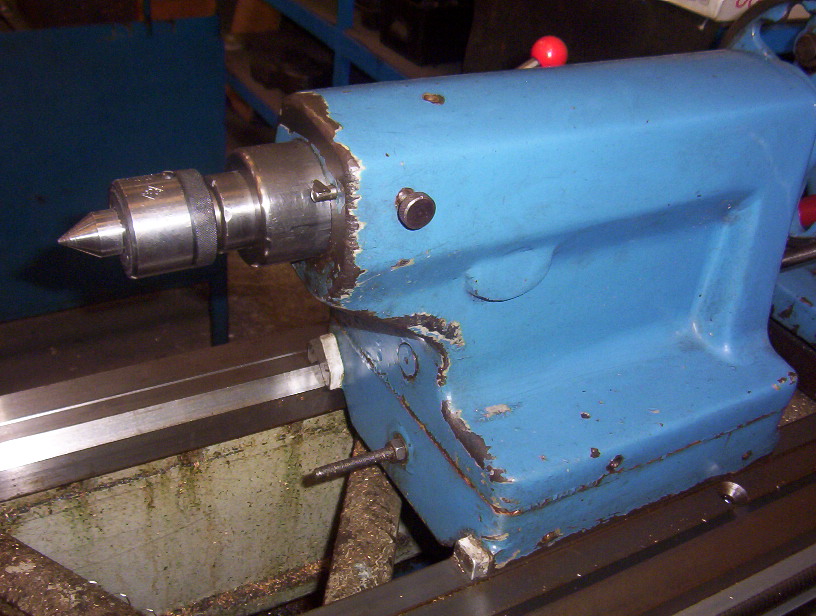
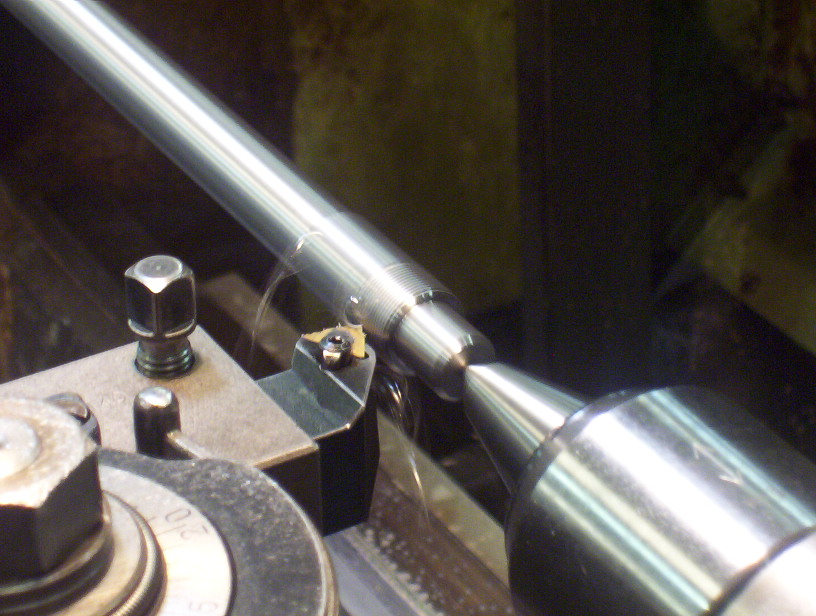
) ...ce qui va nous permettre d obtenir des pieces de revolution...( axes /vis/arbres..etc..)donc en photo un tour cazeneuve..environ 1500 entre pointes.( longueur maxi usinable car egale a la distance entre le mandrin et la contre pointe )